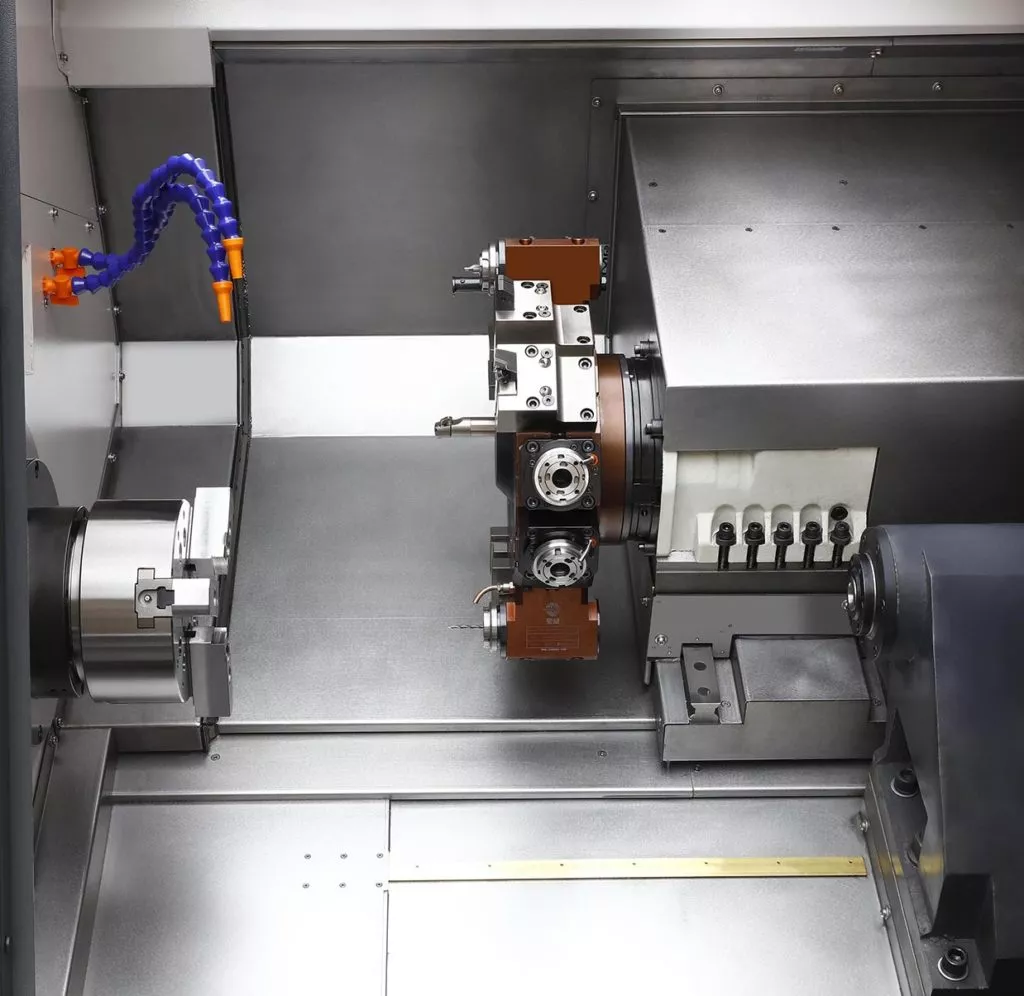
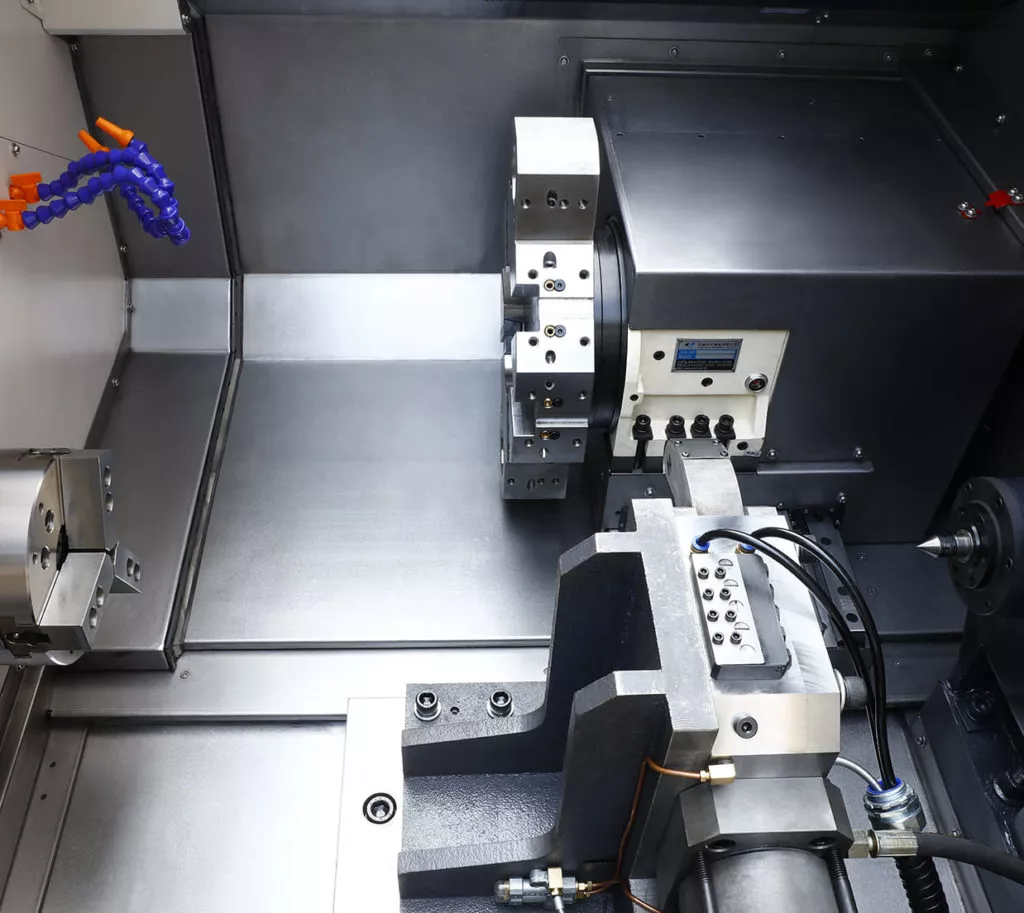
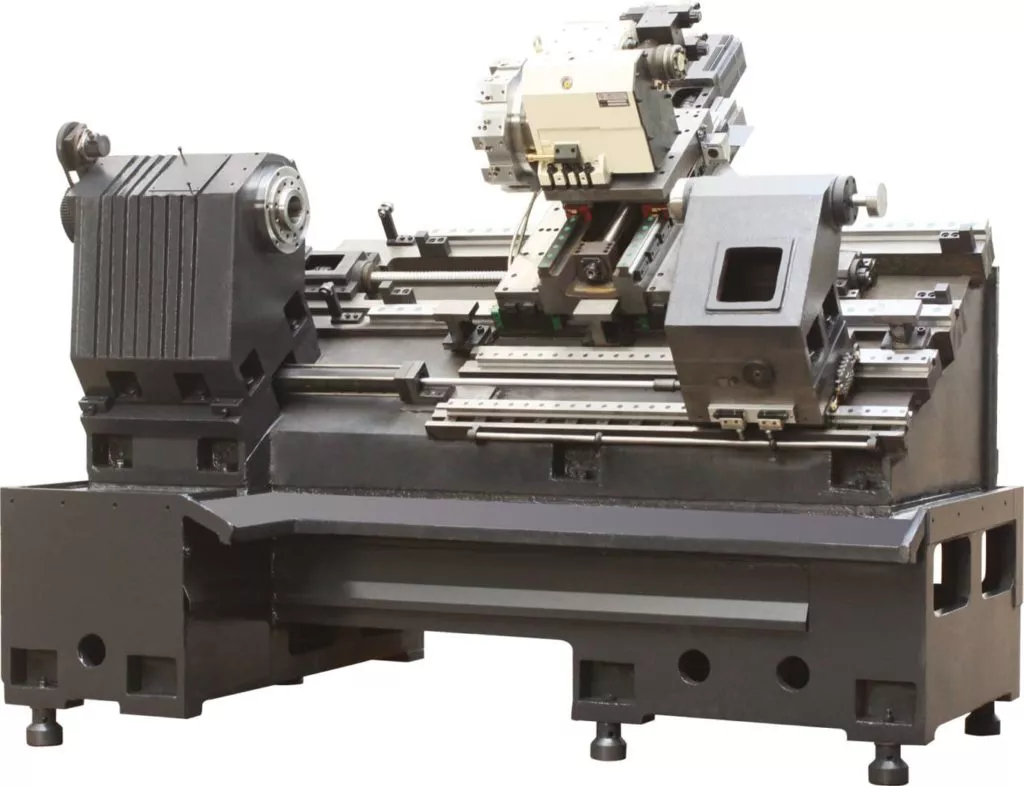
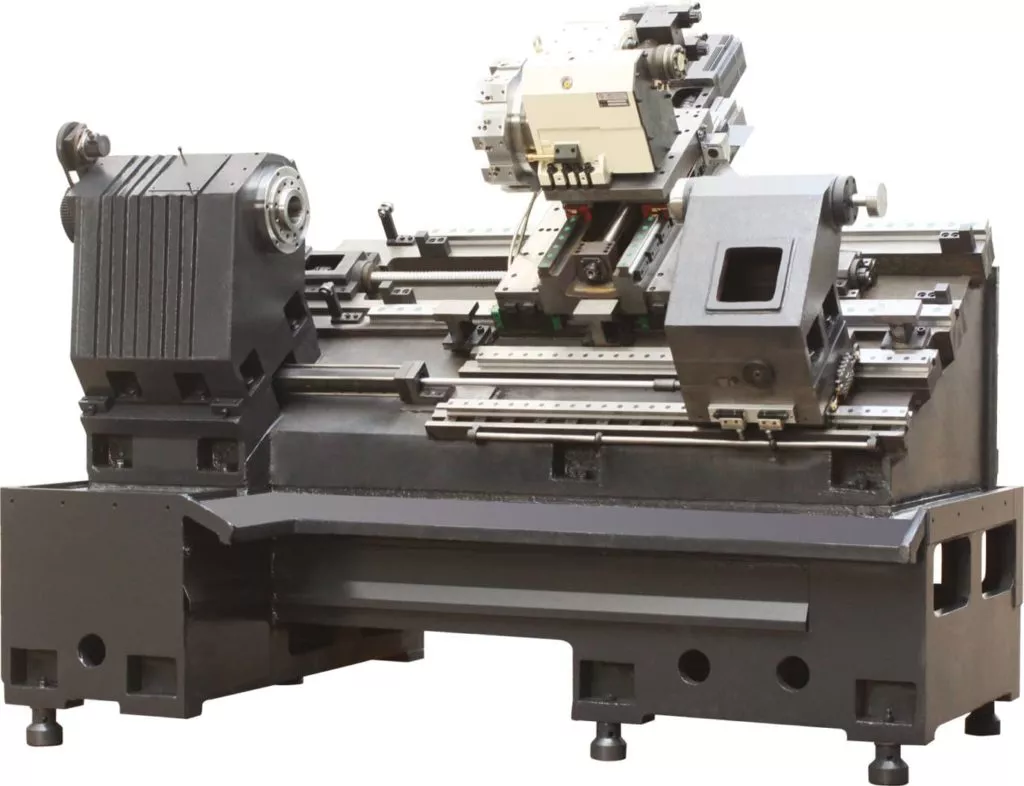
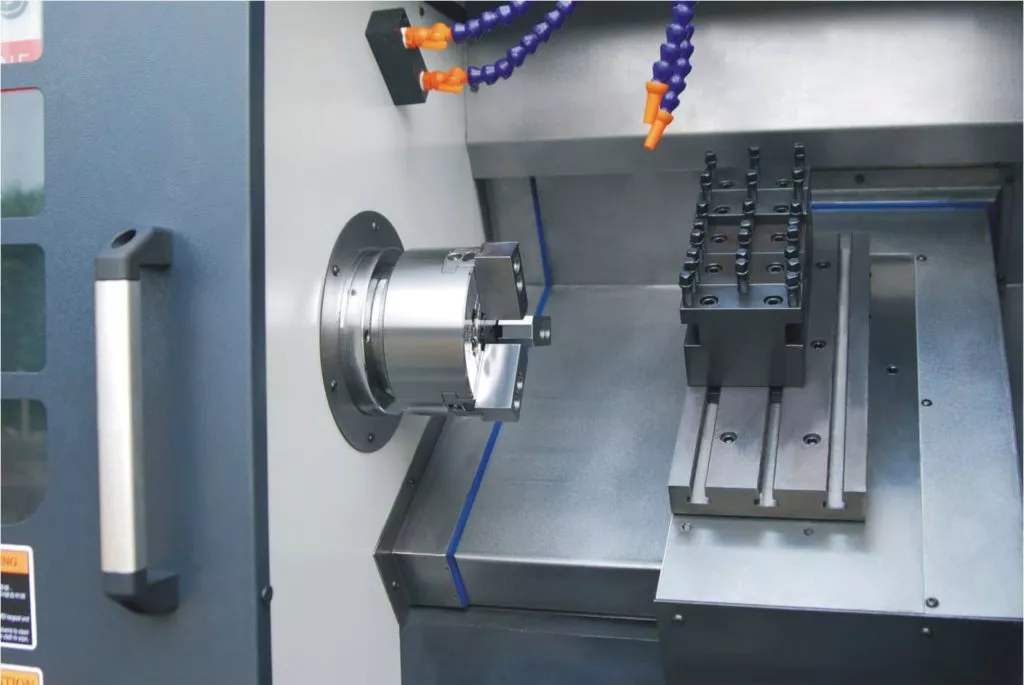
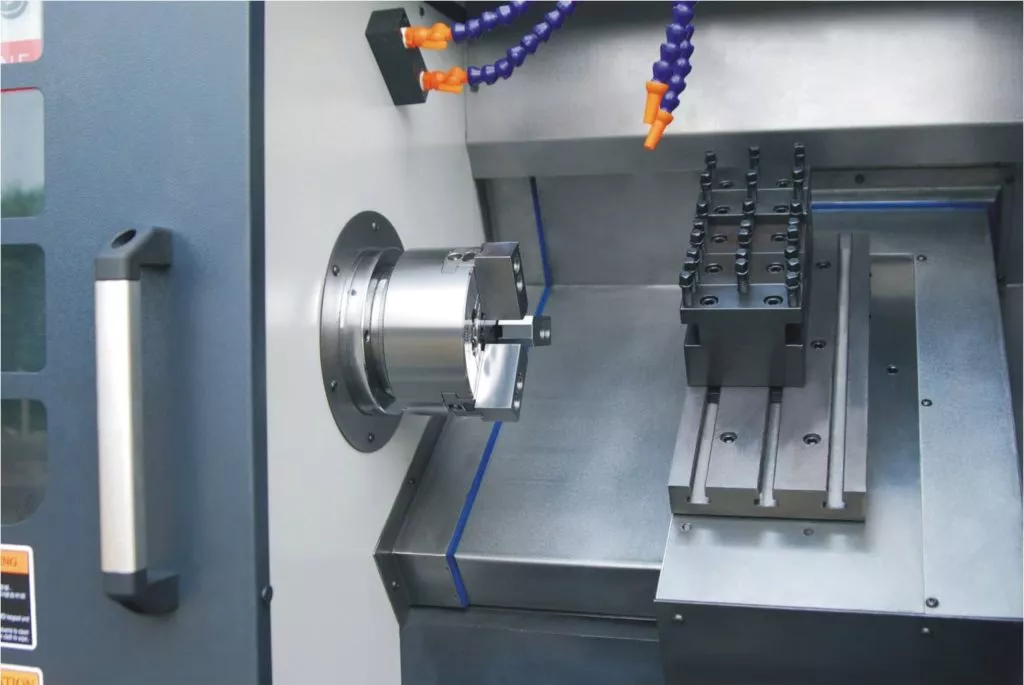
Каталог оборудования



Контакты
Работаем по будням
C 9:00 до 18:00
Электронная почта
Бесплатная консультация
Консультация в WhatsApp
Социальные сети
Современного
Качества
Каталог оборудования
Скачать XLSX
Работаем по будням
C 9:00 до 18:00
Электронная почта
Консультация в WhatsApp
Бесплатная консультация
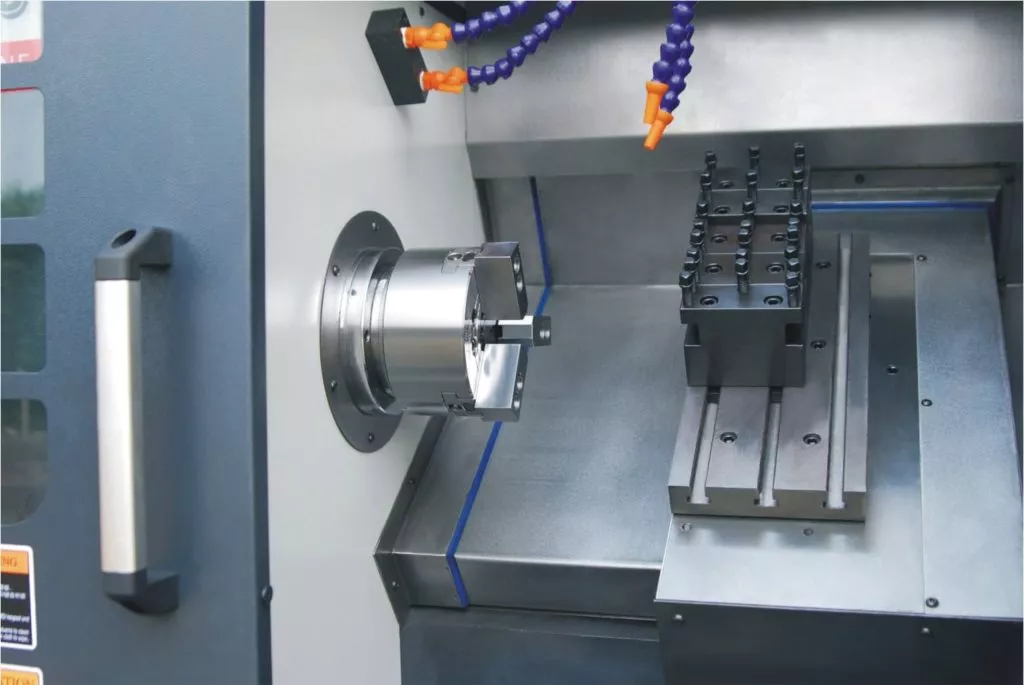
Токарные станки